Stepper motors vibrate. It's what they do. To minimize motor vibration, first we need to understand where they come from.
A stepper motor provides accurate position control, without the aid of an encoder, by combining small "steps" of a certain angle of rotation. However, they exhibit tiny vibrations in between steps. While the vibration is unobservable most of the time, the vibration does translate to noise, which could be amplified through other mechanisms connected to the motor. It's important to understand the source of vibrations before trying to correct the problem.
As you can see in the above video, the vibration is unnoticeable. However, if you look at it microscopically, it will actually show that the motor shaft actually overshoots and undershoots with each step. In the following video, we use a 5-phase 0.72° stepper motor to demonstrate its 1-step vibration characteristics and why stepper motor performance is smoother at higher speeds.
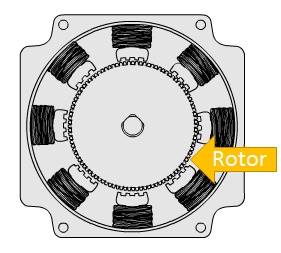
Inside a stepper motor, there is a tiny air gap between the rotor and stator in which the magnetic flux flows, and the only friction that exists is in the ball bearing. When the motor is commanded to move and stop, there is not enough friction in the ball bearing to stop the overrun. This means that the motor shaft overshoots then undershoots at every step due to inertial forces. The time it takes for the motor shaft, or rotor, to stop this overshooting and undershooting is called the "settling time".
There are cases when the vibration caused by steps becomes large enough to cause missed steps or excessive noise, such as when operating at resonant frequency. Resonant frequency is derived from the relationship between torque stiffness and inertia, and changing either parameter can shift the resonant frequency outside the operational range to improve performance. Avoiding the resonant frequency for the motor is an easy way to eliminate this type of vibration.
In the following video, we show how vibration is measured and how it changes at different speeds.
While it may not be possible to eliminate vibration completely from a stepper motor, there are many ways to approach this issue both mechanically or electrically.
In this post, we will discuss the most common and effective methods to lower vibration.
| Mechanical Methods to Reduce Vibration |
First, we will go over the most common mechanical methods to reduce vibration in stepper motors.
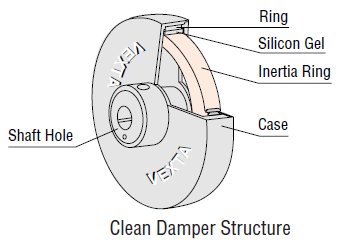
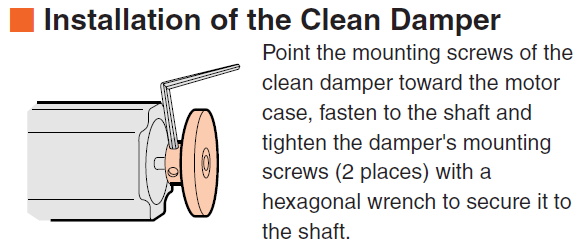
1. Install a mechanical clean damper.
An easy method to reduce vibration is to install a clean damper on the rear shaft of the motor. Clean dampers are basically hermetically sealed plastic cases with an inertia body packed with silicon gel. The extra inertia and silicon gel help absorb the vibration and provides a stable damping effect.
 |
 |
2. Use a high-resolution type stepper motor.
Some motor manufacturers provide stepper motors with an increased number of rotor teeth (100 instead of 50). The increased number of teeth doubles the full-step resolution and helps reduce the amplitude of vibration since the motor is now moving a shorter distance with each step. This means that the standard 1.8° 2-phase stepper motor becomes a 0.9° motor, and a standard 0.72° 5-phase stepper motor becomes a 0.36° motor. Even finer resolutions can be achieved either by gearing or microstepping, which are also covered below.
|
As an additional benefit, the 100 tooth rotor also increases the motor's stop position accuracy for precise position control applications as demonstrated in the video below. |
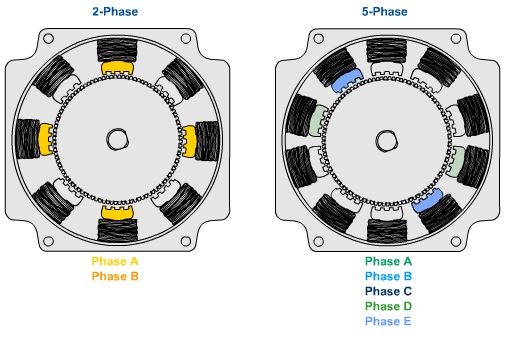
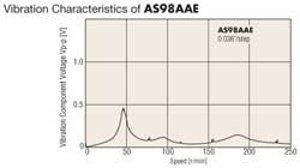
3. Use a 5-phase stepper motor.
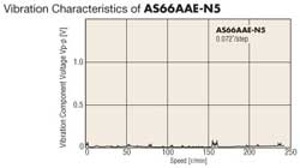
Similar to a high resolution type stepper motor, a 5-phase 0.72° stepper motor can also achieve a finer full-step resolution and reduce vibration compared to a 2-phase 1.8° stepper motor. Compared to a 2-phase motor, a 5-phase motor has the same rotor but 10 stator poles instead of 8. This increases the full step resolution from 200 to 500 steps per revolution. It's important to note that stop position accuracy is a function of the number of teeth (not the resolution), so high resolution type 2-phase or 5-phase (0.9° or 0.36°) motors still offer better stop accuracy compared to standard 2-phase or 5-phase (1.8° or 0.72°) motors.
|
Learn more about 5-phase stepper motors.
|

4. Use geared stepper motors.
A gearhead is generally used to increase torque while reducing speed of a motor, but the increased rigidity can help suppress the transmission of vibration from motor to load, gear friction can help reduce overshooting and undershooting, and its consistent torque output can provide more stable operation.
- The motor's own vibration can be reduced in accordance with the gear ratio.
- The low speed vibration range can be avoided, since the motor rotates at higher speeds.
|
Without Gearhead |
With Gearhead |
|
|
|
|
Learn more about the role and various types of gearheads for stepper motors.
|

5. Perform a thorough sizing of the motor.
Sizing a motor involves finding that "sweet spot" where the motor can operate comfortably. It is a mistake to try to size a motor for its maximum specifications. For example, a stepper motor's speed-torque curve depicts where the motor will stall, so sizing a motor exactly at these specifications is definitely not recommended. It's also important not to oversize the motor too much since the excessive torque may increase the amount of vibration. If you do oversize a stepper motor, you can reduce the excessive torque by reducing the motor current (hint: current is proportional to torque).
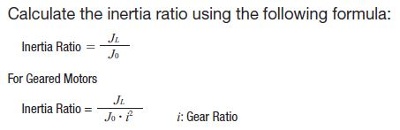
Inertia is defined as an object's resistance to a change in speed and is often overlooked. When selecting a gear ratio, pay attention not to exceed the recommended "inertia ratio". For an ungeared stepper motor, its inertia ratio is calculated by dividing the total load inertia by the rotor inertia. For geared motors, its inertia ratio is calculated by dividing the total load inertia by the rotor inertia x gear ratio squared.
 |
|
Performing a thorough analysis of motor requirements and providing adequate safety factors where necessary can only help guarantee long term performance. Many manufacturers offer sizing software to make this process easier.
|
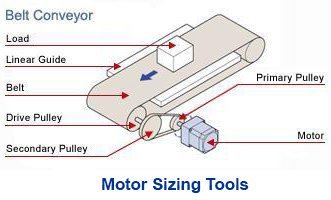
Try our motor sizing tool to quickly estimate torque, load inertia and speed requirements.
TIP: after calculation, perform an Advanced Search to find suitable motors, or |


Besides the motor, there may be other components that also generate vibration in the machine. In some cases, the stepper motor vibration can be amplified by external mechanisms connected to the motor. Make sure nothing is loose and use rubber grommets to dampen the noise if necessary.
| Electrical Methods to Reduce Vibration |
There are a couple of ways you can also reduce vibration electrically (or with a driver).
1. Use a microstepping stepper motor driver
Traditionally, microstepping is probably the most recommended method. Microstepping is achieved by dividing the motor current between phases, and this is done with a driver. With microstepping, the driver's ability to precisely control torque and position greatly affects its ability to reduce torque ripple, vibration, and audible noise. Inconsistent phase current increases vibration due to uneven steps or torque. If the driver cannot regulate current precisely or provide a uniform current waveform, then the motor will vibrate no matter how well the motor is made.
The following video demonstrates how microstepping works.
However, in many cases, vibration in all speed ranges cannot be fixed with just microstepping.
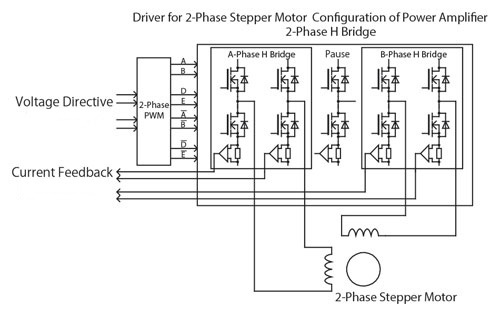
2. Use a driver that resolves vibrations independently
Oriental Motor's CVD bipolar constant current chopper drivers (from the CVK Series) are designed specifically to provide low vibration performance in all speed ranges by treating each type of vibration independently. Due to individual phase current detectors, these drivers can regulate current very well and provide a very uniform current waveform.
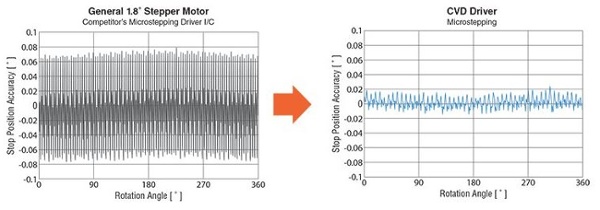
Compared to the traditional method of setting motor current with an analog potentiometer, the CVD drivers employs digitized current control. With better current control, motor stop accuracy is also improved. While we specify the stop position accuracy at +/-0.05°, the motor actually perform much better in real life even during microstepping.
The CVD drivers treat each type of vibration differently. Here are 3 main types of vibrations that stepper motors exhibit.
- Low speed vibration (about 0~50 RPM is caused by step movement
- Mid-speed vibration (about 50~200 RPM) is caused by torque variance or resonant frequency
- High speed vibration (about 500 RPM and above) is caused by back EMF and instability of constant current control.
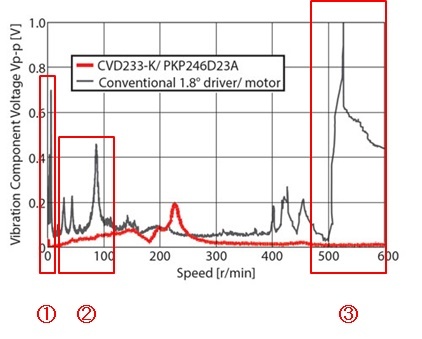
The CVD drivers feature a unique Smooth Drive full-time microstepping function, which offers microstepping performance with full step resolution control. When activated, the driver will internally microstep the motor (2,048 steps per 1.8° full step) while the controller feeds pulses at full-step resolution. Originally developed as a way to lessen the burden on the pulse generator, this Smooth Drive function reduces vibration in all speed ranges, but especially in the low speed range of 0 to 50 RPM. Also built into the driver is a current excitation phase correction function which reduces vibration in the 50 to 200 RPM speed range by optimizing the torque vectors. This reduces both the torque ripple and resonance. Furthermore, a current compensation control reduces vibration at 500 RPM and above by using motor data and a unique algorithm, which can only be offered by a manufacturer who designs both the motor and the driver.
For more information about the CVK Series CVD driver's vibration suppression technologies, please watch the following video and refer to the white paper for more information.